Spawanie metodą TIG cienkiego aluminium?
- udział
- Wydawca
- Sandy
- opublikowany
- 2015/12/30
Spawanie metodą TIG cienkiego aluminium? Nie kul się swoim wolframem - wyostrz go. Aby pogłębić wiedzę wszystkich, aluminium odpowiada na pytania dotyczące spawania cienkich materiałów, opisuje działanie i zalety kontroli balansu prądu przemiennego oraz omawia wybór spawarki TIG w oparciu o wymagania natężenia prądu.
Zastosowanie spawania AC do TIG aluminium ewoluowało od potrzeby usunięcia warstwy tlenku, która tworzy się na jego powierzchni. Część elektrody pozytywnej (EP) cyklu AC, w której energia elektryczna przepływa z pracy do wolframu, "wybucha" z powierzchni tlenków. Część cyklu ujemna (EN) elektrody dokonuje właściwego spawania, kierując ciepło z wolframu w metal.
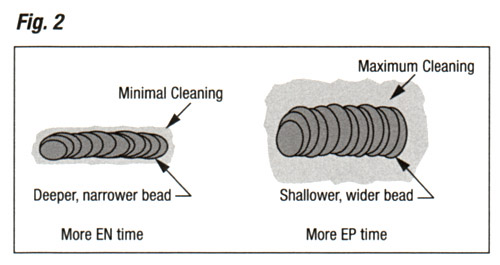
Gdy inżynierowie wynaleźli wyjście AC Squarewave, odkryli również, że niezbalansowana forma fali AC działa najlepiej w wielu aplikacjach. Właśnie dlatego zapalniczki, takie jak Syncrowave 180 SD, posiadają stały zestaw kontroli balansu dla większej penetracji (60% EN) niż czyszczenie (40% EP), jak pokazano na Rys. 1.
Wynaleźliśmy również regulowaną kontrolę balansu. Ta funkcja umożliwia dopasowanie stosunku EN / EP do aplikacji. Na przykład Miller's Syncrowave MIG-250 i Syncrowave MIG-350 LX pozwalają dostosować wartości EN z 45 do 68% (od 32 do 45% EP).
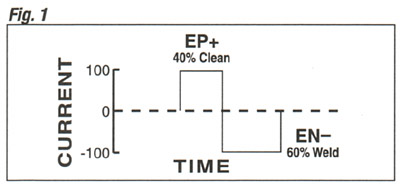
Większe ilości EN tworzą głębszy, węższy ścieg spoiny i lepszą penetrację złącza. Pomaga to przy spawaniu grubego materiału lub może umożliwić szybsze prędkości podróżowania. I odwrotnie, większe wartości EP usuwają więcej tlenków i tworzą płytszy, szerszy perełek (patrz ryc. 2). W przypadku materiałów, które mają grubą warstwę tlenku lub odlewanego aluminium, zwiększenie działania czyszczącego minimalizuje możliwość dołączania obcych cząstek, co sprzyja lepszemu spawaniu.