Porady Topwellwelders: Unikanie zniekształceń spoiny na cienkim arkuszu
- udział
- opublikowany
- 2016/7/15
Co możemy zrobić, aby zapobiec zniekształceniu części po spawaniu?
P: Podczas spawania cienkich blach lub stali nierdzewnej części często ulegają zniekształceniu. Próbowaliśmy zaciśnij wszystkie elementy przed spawaniem. Kiedy wyjmujemy zaciski, części są wypaczone. Co możemy zrobić, aby zapobiec zniekształceniu części po spawaniu?
Odp .: Wszyscy spawacze napotkali problem zniekształcenia spoiny w tym samym czasie. Części zaczynają się prosto i kwadratowo, a po spawaniu gotowa część jest wypaczona. Cieńszy materiał jest bardziej podatny, ponieważ ma mniej sztywności. Również stale nierdzewne są bardziej podatne, ponieważ mają większą rozszerzalność cieplną i niższe przewodnictwo cieplne niż stale węglowe.
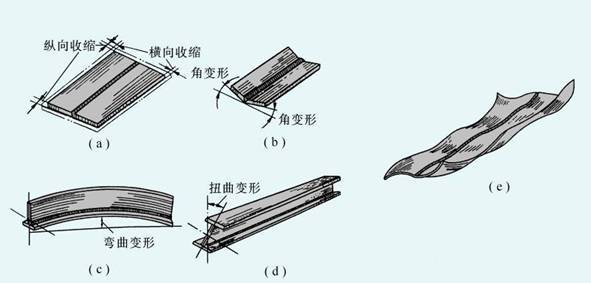
Najpierw omówmy, dlaczego występują zniekształcenia. Metal spoiny osadza się w wysokiej temperaturze, powyżej temperatury topnienia materiału. W przypadku stali wynosi to około 1 500 ° F (1 370 ° C). Ponieważ spoina stygnie do temperatury pokojowej, kurczy się, ale powstrzymuje je od tego sąsiedni zimny metal nieszlachetny, powodując wysokie szczątkowe naprężenia rozciągające. Spoina jest teraz jak rozciągnięta gumowa opaska, a obrabiany przedmiot przytrzymuje końce. Z tego powodu metal podstawowy przesuwa się lub cofa, gdy zaciski przytrzymujące obrabiany przedmiot są usuwane, powodując odkształcenie części.
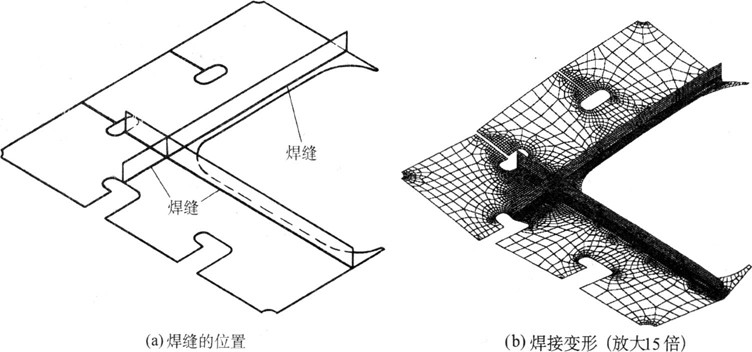
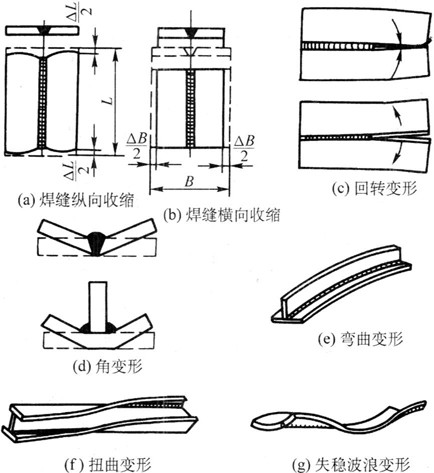
Gdy spoina kurczy się na całej swojej szerokości, powoduje to, że spoiny w rowkach są "spasowane" lub spoiny pachwinowe. Gdy spoina kurczy się wzdłuż jej długości, powoduje to, że metal podstawowy obraca się wokół spoiny.
Aby zminimalizować zniekształcenia spoiny, należy zająć się projektowaniem i spawaniem. Skurczu zgrzewu nie można zapobiec, ale można go kontrolować. Są to zalecane kroki w celu zminimalizowania zniekształceń spoiny:
1. Unikaj spawania - Im większy spaw, tym większy skurcz. Prawidłowe zaklejanie spoiny nie tylko minimalizuje zniekształcenia, ale także oszczędza metal i czas spawania.
2. Spawanie przerywane - Aby zminimalizować ilość metalu spoiny, w miarę możliwości należy stosować spoiny przerywane zamiast spoin ciągłych.
3. Mniej przejść spawu - Mniejsza liczba dużych przejść powoduje mniejsze odkształcenia niż większa liczba małych przejść z małymi elektrodami. Skurcz gromadzi się z każdego przejścia spoiny.
4. Umieść spoiny w pobliżu osi neutralnej lub środka części - Zniekształcenie zmniejsza się, zapewniając mniejszy wpływ siły skurczu na wyciąganie płytek z linii.
5. Spoiny balansowe wokół osi neutralnej - spawanie po obu stronach płyty przesuwa jedną siłę skurczu na drugą, aby zminimalizować zniekształcenia.
6. Zastosuj technikę spawania wstecznego - W technice backstepu ogólny postęp spawania może być od lewej do prawej, ale każdy segment ścieżki jest odłożony od prawej do lewej. W miarę umieszczania każdego segmentu ścieżki, ogrzane krawędzie rozszerzają się, co tymczasowo oddziela płytki w punkcie B. Gdy ciepło przemieszcza się przez płytkę do C, rozszerzanie wzdłuż zewnętrznych krawędzi CD powoduje z powrotem płytki. To oddzielenie jest najbardziej widoczne jako pierwszy koralik. Przy kolejnych paciorkach, płyty rozszerzają się coraz mniej ze względu na ograniczenie z wcześniejszych spoin.
7. Składanie części - Wstępne ustawienie części przed spawaniem może sprawić, że skurcz będzie działał. Wymaganą ilość ustawienia wstępnego można określić na podstawie kilku próbnych spawów.
8. Umacniaj sekwencję spawania - Dobrze zaplanowana sekwencja zgrzewania polega na umieszczeniu metalu spoiny w różnych punktach zespołu, tak, że gdy struktura kurczy się w jednym miejscu, przeciwdziała ona siłom skurczu już wykonanych spoin. Przykładem tego jest spawanie naprzemiennie po obu stronach osi neutralnej, w celu wykonania pełnego połączenia spoiny z wpustem w złącze stykowe.
9. Klamry - Zaciski, przyrządy i uchwyty, które blokują części w pożądane położenie i utrzymują je do zakończenia spawania, są prawdopodobnie najpowszechniej stosowanymi środkami do kontrolowania odkształceń w małych złożeniach lub komponentach. Podczas gdy część spawana jest usuwana z przyrządu lub zacisków, występuje pewien ruch lub zniekształcenie, będzie ona mniejsza w porównaniu z rozmiarem ruchu, który wystąpiłby, gdyby nie zastosowano ograniczenia podczas spawania.
10.Potkanie - Obracanie ściegu spoiny rozciąga go i zmniejsza naprężenia szczątkowe. Jednak peering musi być używany z ostrożnością. Na przykład, zgrubienie korzenia nigdy nie powinno być ścięte, ze względu na zwiększone ryzyko ukrycia lub spowodowania pęknięcia. Również odgięcie nie jest dozwolone na ostatnim przejściu, ponieważ może pokryć pęknięcie i przeszkadzać w kontroli wzrokowej. Przed zastosowaniem peeringu w pracy należy uzyskać zatwierdzenie techniczne.
11. Redukcja naprężeń termicznych - Inną metodą usuwania sił skurczowych jest odprężanie termiczne, tj. Kontrolowane nagrzewanie spawanego elementu do podwyższonej temperatury, a następnie kontrolowane chłodzenie.