WSKAZÓWKI DOTYCZĄCE LEPSZEJ WYNIKI GRY
- udział
- Wydawca
- sandy
- opublikowany
- 2016/8/29
Pamiętaj o tych wskazówkach dla aplikacji GTAW, aby pomóc Ci zaoszczędzić czas i pieniądze na przeróbkach oraz aby zapewnić jakość wykończonego spoiny. Wykonanie kilku dodatkowych czynności podczas przygotowania i konfiguracji może pomóc w wykonaniu zadania zgodnie z harmonogramem, a także uniknąć kosztów i problemów związanych z rozwiązywaniem problemów lub poprawkami w późniejszym procesie spawania.

Wybór odpowiedniego sprzętu i materiałów eksploatacyjnych oraz przestrzeganie niektórych kluczowych najlepszych praktyk w zakresie przygotowania i przygotowania spoiny może pomóc w poprawnym wykonaniu zadania i uniknięciu typowych problemów w GTAW.
Spawanie łukiem elektrycznym z wolframem gazowym (GTAW) może powodować problemy, które nie poprawiają jakości i wytrzymałości gotowego spoiny. Umiejętność rozwiązania tych problemów z góry może skrócić czas i koszty rozwiązywania problemów oraz zminimalizować przeróbkę.
Wybór odpowiedniego sprzętu i materiałów eksploatacyjnych oraz przestrzeganie niektórych kluczowych najlepszych praktyk w zakresie przygotowania i przygotowania spoiny może również zapewnić prawidłowe wykonanie zadania. Rozważ te sześć wskazówek, aby zmaksymalizować sukces i pomóc ci stać się lepszym spawaczem GTAW.
1. Znać materiał
Podobnie jak w przypadku większości procesów spawalniczych, jednym z pierwszych czynników, które należy wziąć pod uwagę, jest rodzaj spawanego materiału i jego charakterystyka. Istotne jest również poznanie warunków pracy, w których spotka się gotowy spaw.
Czynniki te mają wpływ na rodzaj metalu wypełniającego, który najlepiej pasuje do danego zastosowania. Na przykład, jeśli będziesz potrzebował anodyzować materiał po spawaniu lub jeśli gotowy produkt musi spełnić wymagania dotyczące integralności strukturalnej, wybierz metal wypełniający, który zapewni określone właściwości mechaniczne i chemiczne, aby zaspokoić te potrzeby. Ten czynnik jest jeszcze bardziej krytyczny w przypadku materiałów spawalniczych, takich jak aluminium i stal nierdzewna, ze względu na ich skłonność do odkształceń lub pęknięć. Dodatkowo, niektóre materiały mogą wymagać wstępnego podgrzania lub obróbki cieplnej po spawaniu, co również może wpływać na wybór metalu wypełniacza.
Wykonując GTAW na materiałach takich jak aluminium, zawsze ustal, które stopy spawamy, aby wybrać odpowiedni metal. Producenci metali wypełniających zazwyczaj oferują wykresy lub inne narzędzia, które zapewniają odniesienia do większości produkowanych obecnie stopów. Takie wykresy oferują również sugestie dotyczące metali wypełniających w oparciu o oczekiwane wykorzystanie gotowego produktu.
2. Wybierz prawy wolfram
W centrum procesu GTAW znajduje się elektroda wolframowa, nieużywalny element metalowy przenoszący prąd spawania do łuku. Znajomość twojego wolframu jest kluczem. Grubość spawanego materiału i natężenie spawania to dwa ważne czynniki, które należy wziąć pod uwagę przy dokonywaniu wyboru.
Elektrody wolframowe występują w różnych średnicach, zazwyczaj od 0,020 do 5/32 cala, i są dostępne w standardowych długościach przemysłowych wynoszących 7 cali. Dostępne są również niestandardowe długości, ale zwykle kosztują więcej. Elektrody składają się albo z czystego wolframu albo z hybrydy wolframu i innych pierwiastków ziem rzadkich i tlenków. Aby wyeliminować zamieszanie związane z różnymi typami, każda elektroda jest oznaczona kolorami na końcówce, aby wskazać jej typ.
W zależności od spawanego materiału można wybrać czysty wolfram - zwykle używany do spawania prądem przemiennym aluminium na starszych urządzeniach z transformatorami - lub metalowych, lantanowych, ziem rzadkich i thoriated. Każda opcja ma cechy dostosowane do określonych zastosowań i materiałów. Cerowany wolfram jest dobrym ogólnym wolframem, który może być używany z większością wszystkiego, podczas gdy thoriated i lantanowane wolfram są dobrymi opcjami do spawania stali nierdzewnej i egzotycznych materiałów.
Thoriated wolfram zapewnia wiele korzyści ze względu na jego wysoką zdolność do emitowania elektronów, co pozwala łukowi zejść z czubka wolframu. Należy jednak pamiętać, że tory wolframowe zawierają niski poziom radioaktywności, dlatego należy przestrzegać ostrzeżeń producenta, instrukcji i karty charakterystyki substancji niebezpiecznej (MSDS).
3. Keep It Clean
Czystość jest ważna w większości zastosowań spawalniczych, ale jest szczególnie ważna dla GTAW. Zanieczyszczenia mogą prowadzić do problemów, takich jak porowatość i powodować ewentualne przeróbki i marnowanie materiałów. Czynniki te sprawiają, że czystość staje się jeszcze ważniejsza podczas pracy z kosztownymi materiałami, takimi jak tytan i aluminium.
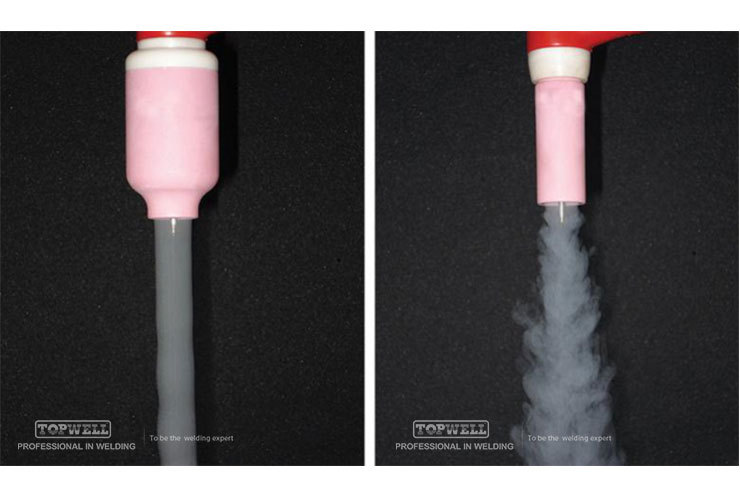
Używanie soczewki gazowej (po lewej), która zmienia sposób, w jaki gaz wypływa z dyszy w celu poprawy pokrycia gazem osłonowym i dostępności połączeń, jest jednym ze sposobów zapewnienia najlepszej jakości.
Przed spawaniem należy zawsze czyścić materiały podstawowe z olejów, smarów i zanieczyszczeń, aby uniknąć zanieczyszczenia spoiny. Zastosuj czyszczenie i odtłuszczanie produktów za pomocą czystej, suchej, miękkiej ściereczki. Jeśli używasz tych produktów na tytanie, upewnij się, że tkanina nie jest niestrzępiąca. Uchwyt tytanu z nitrylowymi rękawicami, które są odporne na oleje i smary. Zachowaj ostrożność przy wyborze rodzaju środka czyszczącego, aby upewnić się, że nie zawiera on chloru, ponieważ może to spowodować poważne problemy zdrowotne wywołane przez opary wytworzone przez łuk spawalniczy.
Właściwe obchodzenie się z materiałami wypełniającymi jest również ważne. Utrzymuj długości cięcia w czystości i suchości i przechowuj w zamkniętych pojemnikach. Kontrolowane środowisko jest ważne, aby zapobiec utlenianiu tych metali. Właściwe przechowywanie materiałów podstawowych to kolejna kwestia kluczowa. Na przykład, aluminiowe elementy bazowe powinny być zawsze przechowywane pionowo i nie układane jeden na drugim, aby zminimalizować ryzyko utleniania.
Ważne jest również unikanie zanieczyszczenia krzyżowego. Pył szlifujący z poprzedniego kawałka materiału może łatwo zanieczyścić spoinę. Należy użyć odpowiednich tarcz szlifierskich i szczotek dla każdego rodzaju materiału, aby zapobiec temu problemowi. Ponadto należy pamiętać, że pył szlifierski z tytanu i magnezu może być łatwopalny i może zanieczyścić inne elementy. Należy zachować ostrożność podczas szlifowania tych materiałów w oddzielnym miejscu, z dala od otwartego ognia.
4. Zacisk, aby zapobiec zniekształceniu
Właściwe zamocowanie materiału podstawowego w aplikacjach GTAW jest kluczowym krokiem w zapobieganiu zniekształceniom i innym problemom. Im cieńszy jest materiał podstawowy, tym ważniejsze staje się właściwe mocowanie. Jeśli jest to możliwe, należy zablokować element w kilku miejscach, aby zapobiec podnoszeniu się sekcji i utrzymywać ją możliwie jak najkrótszą. Niektóre części mogą być trudniejsze do zamocowania niż inne.
Trzecia ręka może pomóc w utrzymaniu części w stanie stabilnym do spawania, dlatego warto rozważyć użycie jednej z nich, aby pomóc w stabilizacji. Trzecie rozdanie może mieć wiele różnych kształtów i wzorów, ale zazwyczaj jest to cięższy kawałek, który leży lub pochyla się na części i utrzymuje ją w miejscu do spawania. Również budowanie konstrukcji wsporczej może pomóc w utrzymaniu stałej ręki podczas procesu spawania. Używanie podpory, aby oprzeć się lub oprzeć łokcie podczas spawania, może pomóc w utrzymaniu stabilności i spójnego spawania.
Przygotowania te mogą wydawać się czasochłonne, aw niektórych przypadkach mogą trwać dłużej niż faktyczne spawanie, ale są one niezbędne do stworzenia stabilnego wsparcia, które eliminuje niepożądaną część i ruch operatora.
5. Testuj zgrzew, gdy jest to możliwe
Aby upewnić się, że wszystkie preparaty są prawidłowe, należy wykonać spoinę próbną na podobnych materiałach, jeśli to możliwe. Im bardziej krytyczny jest kawałek i droższy materiał, taki jak tytan, tym ważniejsze jest przeprowadzenie spawu testowego. Poświęcenie czasu na ten etap procesu może zminimalizować problemy później, co jest szczególnie ważne w przypadku pojedynczych sztuk lub krytycznych spoin. Używanie podobnych materiałów do spoiny testowej pomaga również w dokładności i daje wyczucie, jak materiał reaguje na parametry spawania.
Podobnie jak zaciskanie, spawanie próbne jest dodatkowym krokiem w przygotowaniu, które przynosi korzyści później w procesie spawania.
Pokrycie gazem materiału ma bezpośredni wpływ na spoinę. Używanie soczewki gazowej, która zmienia sposób przepływu gazu z dyszy w celu poprawienia pokrycia gazem osłonowym i dostępności połączeń, jest jednym ze sposobów zapewnienia najlepszej jakości.
4. Zacisk, aby zapobiec zniekształceniu
Materiały eksploatacyjne na przednim końcu palnika GTAW obejmują miskę gazową, tuleję, korpus tulei zaciskowej i tylną pokrywę. Soczewka gazowa zastępuje korpus tulei, który jest standardem w palniku GTAW. Standardowy korpus tulei ma zwykle cztery otwory do rozprowadzania gazu. Przeciwnie, soczewka gazowa ma cienką sito, przez którą przepływa gaz, aby równomiernie rozprowadzać gaz osłonowy wokół wolframu i wzdłuż jeziorka spawalniczego i łuku, podobnie jak to, jak aerator na kranzie zmienia przepływ wody.
Soczewka gazowa zapewnia znacznie lepsze pokrycie gazu nad jeziorkiem spawalniczym, co jest ważne podczas spawania metali takich jak stal nierdzewna, tytan i INCONEL®. Soczewki gazowe zapewniają korzyści podczas spawania stali i aluminium. Gdy natrafisz na aplikacje wymagające dodatkowego pokrycia gazem lub lepszego dostępu do skomplikowanych połączeń, soczewka gazowa pozwala również na przedłużanie wolframu dalej, aby dotrzeć do spoiny. Uwaga: użycie soczewki gazowej wymaga założenia większej średnicy kubków.