Podpowiedzi
- udział
- opublikowany
- 2017/8/24
Podpowiedzi
Jak wykonać spawanie TIG?
Podsumowanie " How-To Weld"
1. Ustanów łuk.
2. Utwórz jeziorko spawalnicze.
3. Dodaj "wypełnienie" metalu wypełniacza do jeziorka, jednocześnie popychając jeziorko spoin wzdłuż spoiny.
4. Zakończ łuk i pozostaw palnik nad jeziorkiem spawalniczym, aby go chronić, dopóki kałuża nie ochłodzi się.
Jak przygotować połączenie spawane?
Czyszczenie obszaru połączenia spawanego i metalu wypełniającego jest ważnym przygotowaniem. Usuń wszelki olej, tłuszcz, brud, farbę itp. Obecność tych zanieczyszczeń może spowodować niestabilność łuku lub zanieczyszczenie spawów.
Może być wymagane mocowanie, jeśli obrabiany przedmiot nie może być podparty podczas spawania.
Wykonaj krótką 1/4 cala. Sczepić spoiny wzdłuż elementów roboczych, aby je ze sobą połączyć.
Jak ustawić uchwyt TIG dla różnych typów połączeń?
Spoiny czołowe

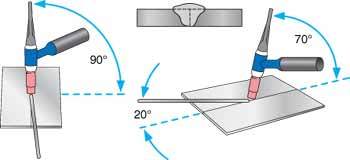
Podczas spawania złącza stykowego należy wycentrować jeziorko spawalnicze na sąsiednich krawędziach. Po zakończeniu zmniejsz ilość ciepła (amperaż), aby ułatwić wypełnienie krateru.
Lap Lap

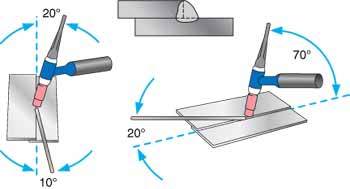
W przypadku spoiny zakładkowej należy utworzyć jeziorko spawalnicze, aby krawędź nakładającego się elementu i płaska powierzchnia drugiego elementu spłynęły razem. Ponieważ krawędź topi się szybciej, zanurz pręt wypełniający obok krawędzi i upewnij się, że używasz wystarczającej ilości metalu wypełniającego, aby zakończyć połączenie.
T-joint
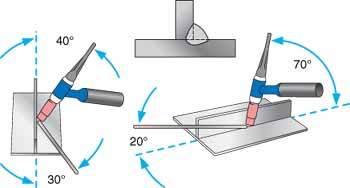
Podczas spawania trójnika krawędź i płaska powierzchnia powinny być ze sobą połączone, a krawędź szybciej się topi. Pochyl palnik, aby skierować więcej ciepła na płaską powierzchnię i wyciągnij elektrodę poza miseczkę, aby utrzymać krótszy łuk. Złóż pręt wypełniacza w miejscu topienia krawędzi.
Złącze narożne

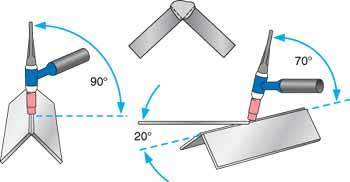
W przypadku połączenia narożnego obie krawędzie sąsiednich części powinny zostać stopione, a jeziorko spawalnicze powinno znajdować się na linii środkowej stawu. W przypadku tego połączenia konieczne jest wypukłe zgrubienie, więc potrzebna jest wystarczająca ilość metalu wypełniającego
Co mogę zrobić, aby usprawnić uruchamianie łuku?
Użyj możliwie najmniejszej średnicy wolframu dla natężenia prądu, którego używasz. Dopasuj rozmiar elektrody wolframowej do rozmiaru tulei zaciskowej.
Kup najwyższej jakości wolfram dostępny - zapytaj dystrybutora o wolfram marki Miller. Używaj najwyższej jakości latarki i przewodów roboczych.
Trzymaj palnik i przewody robocze tak krótko, jak to możliwe, i przesuwaj źródło zasilania jak najbliżej miejsca pracy
Przed spawaniem TIG upewnij się, że uchwyt elektrody Stick jest odłączony od urządzenia.
Sprawdź i dokręć wszystkie połączenia.
Przewód palnika nie może stykać się z żadnym uziemionym metalem.
Użyj 100% gazu ochronnego argonu.
Podczas spawania aluminium należy stosować prąd przemienny i cerianowany (szary pasek identyfikacyjny) lub 1,5% lantanowany (złoty pasek identyfikacyjny) wolfram.
Podczas spawania stali i stali nierdzewnej użyj DC-Straight Polarity (DCEN) i 2% thoriated (czerwony pasek identyfikacyjny) wolframu. Przygotuj spiczasty koniec.
Zawsze używaj techniki pchania za pomocą latarki TIG.
Podczas spawania zaokrąglenia, noga spoiny powinna być równa grubości zgrzewanych części.