Porady dotyczące spawania TIG
- udział
- opublikowany
- 2019/12/20
streszczenie
Porady dotyczące spawania TIG
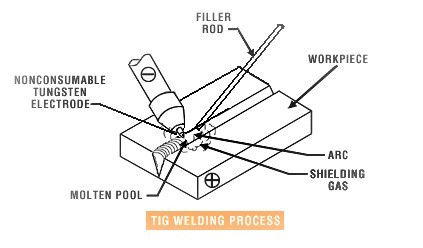
S onieważ wolframu spawania prowadzi się w wysokich temperaturach, idealny metale są te, które mają niską temperaturę topnienia. To zawiera:
· Aluminium: użyj na wyjściu AC i ustawieniu wysokiej częstotliwości. Uważaj, aby wolfram nie dotykał spawanego elementu, aby uniknąć zanieczyszczenia. Przewodzi ciepło. Wyczyść aluminium szczotką drucianą (nawet jeśli wygląda na czyste), aby usunąć tlenek glinu. Użyj wysokich ustawień temperatury, aby zwiększyć prędkość spawania.
· Magnez: podobne właściwości do aluminium
· Stopy miedzi (mosiądz, brąz, miedź, nikiel, miedź aluminium, krzem): stosować prąd stały z ujemnym biegunem elektrody
· Stal nierdzewna: wymaga użycia szpachlówki z dużą zawartością chromu. Użyj soczewek gazowych dla lepszego pokrycia spoiny gazem. Utrzymuj przepływ gazu na poziomie 15 do 20 cfh.
· Stal miękka: użyj prętów z odtleniaczami. Elektroda wolframowa powinna być torowana w 2%. Oczyść stal przed spawaniem.
Jeśli wystąpią pęknięcia spoiny TIG, podgrzej wstępnie metal do 400 stopni Fahrenheita. Pomaga to w kurczeniu się i rozszerzaniu metali podczas spawania.
· Działaj z myślą o bezpieczeństwie
· Upewnij się, że argon lub hel ma niską wilgotność
· Używać prętów do spawania, które są czyste i utrzymują miejsce spawania w stanie suchym
· Dobór elektrody wolframowej i parametry spoin nie mają charakteru bezwzględnego
· Postępuj zgodnie ze środkami ostrożności dotyczącymi spawania, dostarczonymi przez wszystkich dostawców materiałów. Ponieważ wolfram ma pewną radioaktywność, podczas szlifowania nosić respirator
· Większe wędki są łatwiejsze w obsłudze
· Elektroda wolframowa powinna być najmniejszą potrzebną do wykonania pracy
· Trzymaj pręt i palnik pod różnymi kątami
· Przeciągi wiatru zmniejszają skuteczność osłony argonu lub helu, powodując powstawanie otworów w spoinie
· Wyższe wzmacniacze wymagają większej kryzy
· Jeśli wolfram porusza się lub kołysze podczas procesu spawania, oznacza to, że wolfram jest bliski swojej wydajności. Użyj pokrętła balansu przesuniętego na stronę penetracji.